- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

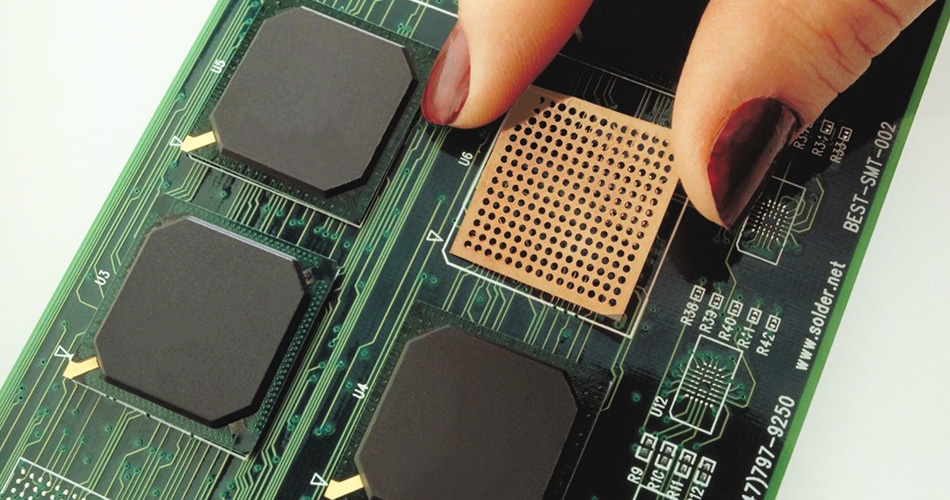
Поширені дефекти паяльних пайок та рішення в обробці PCBA
Обробка PCBA (Збірка друкованої плати) є важливою частиною електронного виробництва продуктів, а якість паяльного пайки безпосередньо впливає на надійність та продуктивність продукту. Поширені дефекти в процесі паяльного процесу включають розтріскування паяльних суглобів, мости та холодна пайка. Ця стаття вивчить причини загальних дефектів пайки при обробці PCBA та забезпечить відповідні рішення.
1.
1. Причини аналізу
Тріщина пайки стосується розтріскування паяльного суглоба в пайці після охолодження, що зазвичай викликається наступними причинами:
Суворі зміни температури: температура занадто швидко змінюється під час процесу паяльної пайки, що призводить до концентрованого теплового напруження в паяльному суглобі та тріщин після охолодження.
Неправильний вибір припою: Використовуваний припой недостатньо сильний, щоб витримати напругу усадки після того, як спалах припою охолоне.
Проблема матеріалу підкладки: коефіцієнт теплового розширення матеріалу підкладки та припою занадто різний, що призводить до розтріскування з'єднань припою.
2. Рішення
Для проблеми розтріскування паяльного суглоба можна взяти наступні рішення:
Контрольна температура паяка: Використовуйте розумну криву температури пайки, щоб уникнути занадто швидких змін температури та зменшити теплове напруження паяного суглоба.
Виберіть правильний припой: Використовуйте припою з високою міцністю, який відповідає коефіцієнту теплового розширення матеріалу субстрату для підвищення стійкості до тріщини паяного суглоба.
Оптимізуйте матеріал підкладки: Виберіть матеріал підкладки з коефіцієнтом теплового розширення, який відповідає припою, щоб зменшити теплову напругу паячого суглоба.
2. Припой
1. Причини аналізу
Морт припою стосується надлишкового припою між сусідніми з'єднаннями припою, що утворює мостове коротке замикання, що зазвичай викликається наступними причинами:
Занадто багато припою: Занадто багато припою використовується під час процесу паяльного випромінювання, внаслідок чого надлишок припою утворює міст між сусідніми паяними з'єднаннями.
Занадто висока температура пайки: Занадто висока температура пайки збільшує плинність припою, яка легко утворює міст між сусідніми паяними з'єднаннями.
Проблема шаблону друку: Нерозумна конструкція відкриття шаблону друку призводить до надмірного осадження припою.
2. Рішення
Для проблеми мостового припою можна взяти наступні рішення:
Контролюйте суму припою: розумно контролюйте кількість припою, що використовується для забезпечення доцільної суми припою для кожного паяного суглоба, щоб уникнути зайвого припою, що утворює міст.
Відрегулюйте температуру пайки: Використовуйте відповідну температуру пайки для зниження плинності припою та запобігання утворенню мосту.
Оптимізуйте шаблон друку: Дизайн розумних отворів шаблону друку, щоб забезпечити рівномірне осадження припою та зменшити зайвий припой.
Iii. Холодний приповий суглоб
1. Причини аналізу
Холодні паяльні суглоби стосуються паячих суглобів, які, здається, є хорошими, але насправді в поганому контакті, що призводить до нестабільних електричних показників. Зазвичай це викликано наступними причинами:
Припой не повністю розплавлений: температура пайки недостатня, що призводить до неповного плавлення припою та поганого контакту з накладкою та компонентними шпильками.
Недостатній час пайки: Час пайки занадто короткий, і припой не вдається повністю проникнути в колодку та компонентні штифти, в результаті чого стики холодного припою.
Наявність оксидів: оксиди існують на поверхні колодки та компонентних штифтів, що впливають на змочування та контакт припою.
2. Рішення
Для проблеми суглобів холодного припою можна прийняти наступні рішення:
Збільште температуру паяльного пайки: переконайтеся, що температура паяльної температури достатньо висока, щоб повністю розтопити припою та збільшити контактну площу паяного суглоба.
Подовжте час пайки: Подовжте час пайки належним чином, щоб паяк повністю проникнути в прокладки та компонентні шпильки, щоб забезпечити хороший контакт.
Очистіть пайку поверхні: очистіть оксиди на поверхні прокладок та компонентних штифтів перед пайкою, щоб переконатися, що припой може повністю проникнути та контактувати.
Iv. ПОРНІ ПОРИ ПОРИ
1. Причини аналізу
Парові пори паяльного з'єднання відносяться до бульбашок всередині або на поверхні паяльних суглобів, які зазвичай викликаються такими причинами:
Домішки в припорі: Пая містить домішки або гази, які утворюють пори в процесі пайки.
Висока вологість у паяльному середовищі: вологість у паяльному середовищі висока, пайка вологе, а газ генерується в процесі пайки, утворюючи пори.
Подушка не повністю очищена: на поверхні прокладки є домішки або забруднення, які впливають на плинність припою і утворюють пори.
2. Рішення
Для проблеми порів для паяльних суглобів можна прийняти наступні рішення:
Використовуйте припою з високою чистотою: Виберіть припою з високою чистотою, низький завод, щоб зменшити утворення пор.
Контролюйте вологість паяльного середовища: підтримуйте відповідну вологість у пайці, щоб запобігти дропу не ставати вологою та зменшити утворення пор.
Очистіть накладку: повністю очистіть домішки та забруднення на поверхні прокладки перед пайкою, щоб забезпечити плинність та хороший контакт припою.
Висновок
УОбробка PCBA, звичайні дефекти паяльних пайок, такі як розтріскування паяльних суглобів, мостовий припая, холодні паяльні суглоби та пори паяльних суглобів впливатимуть на якість та надійність продукту. Розуміючи причини цих дефектів та приймаючи відповідні рішення, якість пайки обробки PCBA може бути ефективно вдосконалена для забезпечення стабільності та безпеки продукту. Завдяки постійному прогресуванню технології та оптимізації процесів якість паяльної обробки PCBA буде додатково вдосконалюватися, забезпечуючи надійну гарантію надійності та продуктивності електронних продуктів.
Надіслати запит
-
Delivery Service






-
Payment Options