- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


3D-принтер PCBA
Unixplore Electronics — це китайська компанія, яка з 2008 року зосереджується на створенні та виробництві першокласних 3D-принтерів PCBA. Ми маємо сертифікати за стандартами ISO9001:2015 і IPC-610E PCB.
Модель:UE-211
Надіслати запит
Опис продукту
Щоб забезпечити тривалу стабільну роботу 3D-принтера PCBA, можна звернути увагу на кілька аспектів:
Unixplore Electronics прагне до розробки та виробництва високоякісних виробів3D-принтер PCBA у формі OEM і ODM типу з 2011 року.
Щоб забезпечити довгострокову стабільну роботу 3D-принтера PCBA, можна розглянути кілька аспектів:
Виберіть високоякісні компоненти:Використовуйте високоякісні електронні компоненти з хорошою репутацією. Це забезпечує стабільну продуктивність, стійкість до високих температур, потужні можливості захисту від перешкод і загальну надійність.
Правильне проектування схем:Розробка схеми повинна бути ретельною. Лінії живлення, заземлення та сигнальні лінії повинні бути логічно прокладені, щоб зменшити перешкоди та електромагнітні перешкоди, забезпечуючи нормальну передачу сигналу. Необхідно також включити схеми захисту від надструму, перенапруги та короткого замикання.
Забезпечте ефективне розсіювання тепла:Для критично важливих компонентів потрібна відмінна конструкція для відведення тепла. Цього можна досягти за допомогою радіаторів, вентиляторів або збільшення площі мідної фольги на друкованій платі, щоб запобігти перегріву та пошкодженню.
Використовуйте високоякісний процес виробництва друкованих плат:Використовуйте надійні матеріали для друкованих плат, забезпечуйте міцне паяння та підтримуйте хорошу механічну міцність. Уникайте проблем, викликаних холодним паянням або механічним впливом.
Забезпечте стабільну прошивку:Програма керування має бути надійною, щоб запобігти збоям і аномаліям. В ідеалі він повинен підтримувати захист від аномалій і автоматичне відновлення для стабільності системи.
Заходи запобігання впливу:Використовуйте фільтри, конструкції ізоляції та регульовані джерела живлення, щоб запобігти зовнішнім електромагнітним перешкодам і забезпечити безперебійну роботу системи.
Проведіть ретельне тестування та перевірку. Виконайте випробування на старіння, випробування на зміну температури та функціональні випробування. Швидко виявляйте та вирішуйте будь-які проблеми, щоб забезпечити довгострокову стабільність.
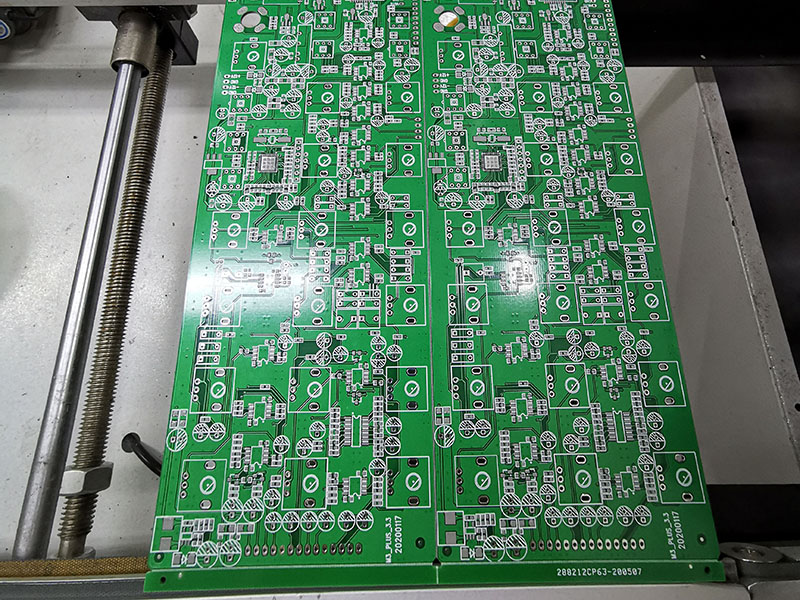
Виробництво 3D-принтера PCBA
* Файл Gerber і список специфікації надаються клієнтом
* Виробництво чистої друкованої плати, компоненти придбані нами
* Виготовлення друкованої плати з повністю зібраними частинами
* На 100% перевірено функціональність перед відправкою
* Відповідає RoHS, виробничий процес без вмісту свинцю
* Швидка доставка з незалежним пакетом ESD
Беручи до уваги всі наведені вище фактори, ретельно вибирайте кожен компонент, щоб переконатися, що вони належним чином підібрані для відповідності вимогам конструкції та в кінцевому підсумку гарантують стабільну роботу та надійність подрібнювача паперу PCBA.
* Виробництво чистої друкованої плати, компоненти придбані нами
* Виготовлення друкованої плати з повністю зібраними частинами
* На 100% перевірено функціональність перед відправкою
* Відповідає RoHS, виробничий процес без вмісту свинцю
* Швидка доставка з незалежним пакетом ESD
Беручи до уваги всі наведені вище фактори, ретельно вибирайте кожен компонент, щоб переконатися, що вони належним чином підібрані для відповідності вимогам конструкції та в кінцевому підсумку гарантують стабільну роботу та надійність подрібнювача паперу PCBA.
Unixplore PCB & Можливості складання PCB
| Список специфікації | Можливість |
| Шари | 1-40 шарів |
| Тип збірки | Наскрізний отвір (THT), поверхневий монтаж (SMT), змішаний (THT+SMT) |
| Мінімальний розмір компонента | 0201(01005 Метричний) |
| Максимальний розмір компонента | ISO9001:2015; ROHS, UL 94V0, IPC-610E клас ll |
| Типи пакетів компонентів | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP тощо. |
| Мінімальний крок Pad | 0,5 мм (20 mil) для QFP, QFN, 0,8 мм (32 mil) для BGA |
| Мінімальна ширина сліду | 0,10 мм (4 мілі) |
| Мінімальний слідовий зазор | 0,10 мм (4 мілі) |
| Мінімальний розмір свердла | 0,15 мм (6 мілі) |
| Максимальний розмір плати | 18 x 24 дюйми (457 мм x 610 мм) |
| Товщина дошки | 0,0078 дюйма (0,2 мм) до 0,236 дюйма (6 мм) |
| Матеріал дошки | CEM-3,FR-2,FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers тощо. |
| Оздоблення поверхні | OSP, HASL, Flash Gold, ENIG, Gold Finger тощо. |
| Тип паяльної пасти | Етилований або без свинцю |
| Товщина міді | 0,5 унцій – 5 унцій |
| Процес складання | Пайка оплавленням, пайка хвилею, ручна пайка |
| Методи перевірки | Автоматизований оптичний огляд (AOI), рентген, візуальний огляд |
| Власні методи тестування | Функціональний тест, тест зондом, тест на старіння, тест високої та низької температури |
| Термін виконання | Відбір зразків: від 24 годин до 7 днів, масовий запуск: 10–30 днів |
| Стандарти складання друкованих плат | ISO9001:2015; ROHS, UL 94V0, IPC-610E клас ll |
Додаткова послуга EMS Unixplore
Низька твердість, схильність до подряпин і зносу матеріалівHEX,ЕЛЬФіBIN.
● Функціональний тестовий пристрій 3D-принтера PCBA, налаштований відповідно до вимог клієнта до тестування
● Послуги з виготовлення коробок, включаючи виготовлення пластикових і металевих форм і деталей
● Конформне покриття, включаючи селективне лакове покриття, заливку епоксидною смолою
● Джгут проводів і збірка кабелю
● Збірка готового продукту, включаючи коробку, екран, мембранний перемикач, маркування та спеціалізовану картонну або роздрібну коробку.
● Різні сторонні тести для PCBA доступні за запитом
● Допомога в сертифікації продукції
● Функціональний тестовий пристрій 3D-принтера PCBA, налаштований відповідно до вимог клієнта до тестування
● Послуги з виготовлення коробок, включаючи виготовлення пластикових і металевих форм і деталей
● Конформне покриття, включаючи селективне лакове покриття, заливку епоксидною смолою
● Джгут проводів і збірка кабелю
● Збірка готового продукту, включаючи коробку, екран, мембранний перемикач, маркування та спеціалізовану картонну або роздрібну коробку.
● Різні сторонні тести для PCBA доступні за запитом
● Допомога в сертифікації продукції
Процедура виробництва PCBA
-

1.Автоматичний друк паяльної пасти
-
2.виконано друк паяльною пастою
-

3.Зроблена збірка THT
-
4.Вибір і розміщення SMT готові
-
5.готовий до пайки оплавленням
-
6.виконана пайка оплавленням
-
7.готовий до AOI
-

8.Процес перевірки AOI
-

9.Розміщення компонентів THT
-

10.процес пайки хвилею
-
11.Зроблена збірка THT
-

12.Перевірка AOI для складання THT
-

13.Програмування IC
-
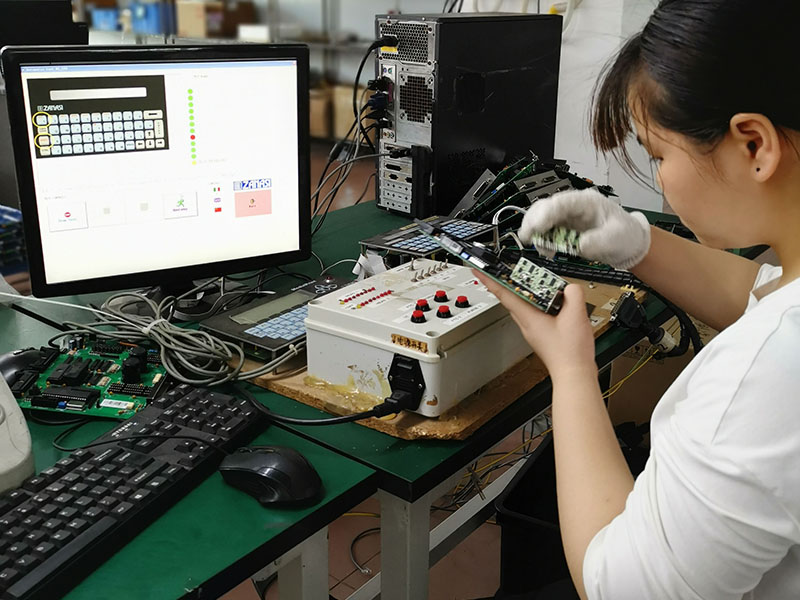
14.функціональний тест
-
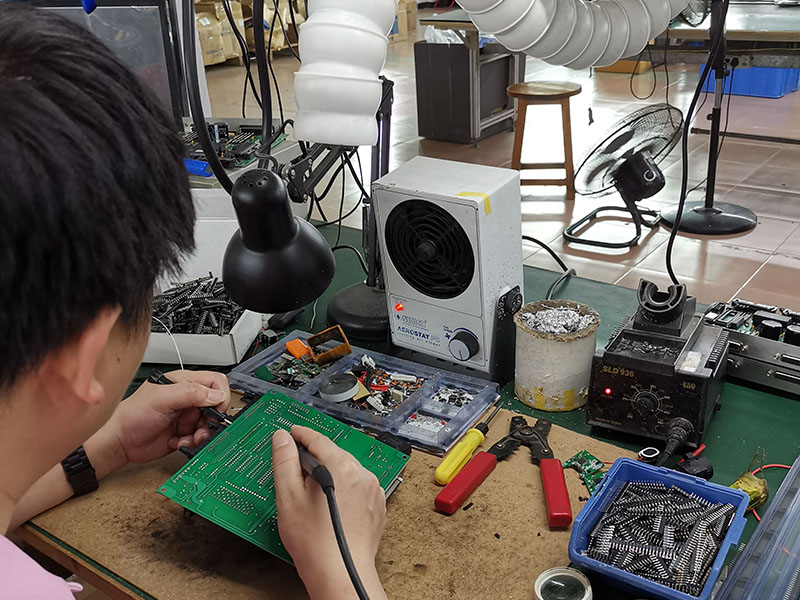
15.Перевірка якості та ремонт
-
16.Процес нанесення конформного покриття PCBA
-

17.ESD упаковка
-

18.Готовий до відправлення
Упаковка
Для PCBA

Для готового продукту


Гарячі теги: 3D-принтер PCBA, Китай, Виробники, Постачальники, Фабрика, Індивідуальний, Дешевий, Якісний, Розширений, CE, 1 рік гарантії, Ціна
Пов'язана категорія
Побутова техніка PCBA
Промислове управління PCBA
Автомобільний PCBA
Побутова електроніка PCBA
Медичне обладнання PCBA
Система безпеки PCBA
Охорона здоров'я PCBA
Світлодіодне освітлення PCBA
IoT PCBA
Електричний садовий інструмент PCBA
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.